Metalworking companies use mist collectors on their machine tools to help provide clean air to reduce the adverse effects of exposure to metalworking fluids, comply with indoor air quality standards, reduce maintenance costs, reduce housekeeping costs, and improve part quality. While the benefits of mist collection are many, the choices for mist collection equipment can be confusing. This article will examine the different types of mist collectors based on fundamental design principles for separating mist droplets from an airstream.
MIST AND SMOKE
Mist can generally be defined as a liquid droplet 20 microns in diameter or smaller. This article focuses primarily on applications that use oil-based and water-soluble lubricants and coolants. These lubricants and coolants are employed in many applications including metal cutting, metal forming, grinding, parts washing, and others. For example, milling and turning operations using water-soluble metalworking fluids typically produce mist droplets that range from 2 microns to 20 microns. The same operations using oil-based fluids typically produce mist droplets that range from 0.5 microns to 10 microns.
Smoke is typically a much smaller material, from 0.07 microns to 1 micron in diameter, and can be either a solid or liquid aerosol that results from incomplete combustion or condensation of a supersaturated vapor. It is sometimes called thermally generated mist, or oily smoke. Common applications that generate smoke are cold heading, machining hard metals with straight oil, using lube oil reservoirs on large generators, and heat treating.
VISIBLE EFFICIENCY
Some manufacturers believe if they can’t see the mist, it doesn’t exist. This view does not acknowledge the damage submicron mist can do to the manufacturing environment, in terms of worker exposure, maintenance and housekeeping, and compliance with indoor air quality or emissions standards. In fact, the human eye cannot see individual droplets smaller than 40 microns, but there is substantial evidence smaller mist droplets are present in many metalworking operations. You may not be able to see them, but you can smell them!
PERFORMANCE CHARACTERISTICS
A mist collector’s major function is to remove mist and smoke droplets from the filtered airstream. To accomplish this task, a collector must coalesce small drops into larger ones, and then drain the collected coolant from the filters before they plug. The performance of a mist collector can be characterized by three measurable properties:
Pressure Drop: The operating pressure drop of the collector is important as part of the energy cost equation. Higher pressure drops mean more energy is required to pull the required airflow through the collector.
Efficiency: The efficiency of the collector in removing mist and smoke droplets from the airstream is important because it determines how clean the air will be as it leaves the collector and is typically vented to the indoor environment. This is the reason to install a mist collector – to clean the air. Efficiency is the key measure for how much cleaner the air will be as it leaves the collector.
Flow Rate: The flow rate of the collector is important because it determines how much air will be cleaned. If the flow is too low, then less mist–or smoke–laden air will be pulled through the collector and captured by the system intended to capture it. If the flow rate is too high, then energy is wasted as surplus air is pulled through the collector. A constant airflow rate is also desirable for maintaining consistent droplet capture efficiency.
In addition to the basic design of the collector, there are a number of mist properties that will affect the performance of a mist collector:
Mist concentration – the amount of mist contained in a volume of air varies widely from application to application. Measured mist concentrations as low as 3 mg/m3 and as high as 37 mg/m3 have been observed in field testing. It is likely actual applications have an even larger range of mist concentrations. OSHA limits for airborne metalworking fluids vary – from 5 mg/m3 (8-hour exposure) for mineral oil, to 15 mg/m3 (8-hour exposure) for other coolants. NIOSH – recommended limits are lower, down to 0.4 mg/m3.2 In a general office environment, particulate matter concentrations tend to be in the range of 0.02 – 0.03 mg/m3 – substantially lower than mist concentrations near metalworking operations.
Mist temperature – condensation can occur as high temperature mist cools, which can affect droplet size and means of collection. For water-based coolants, the water will evaporate at higher temperatures and lower relative humidity levels, thus creating smaller droplet sizes. Filter media operating temperature limits are also important to consider when selecting a mist or smoke collection technology.
Type of mist – different types of mist droplets will have different surface tension and viscosity properties, which impact a mist collector’s ability to coalesce and drain the mist.
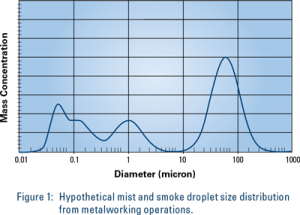 Mist droplet size distribution – in general it is easier to capture larger droplet sizes, but large droplets also can be a significant contributor to the overall mass of liquid contained in the mist, which must eventually drain from the collector. Figure 1 shows a hypothetical mist and smoke droplet size distribution.
Mist droplet size distribution – in general it is easier to capture larger droplet sizes, but large droplets also can be a significant contributor to the overall mass of liquid contained in the mist, which must eventually drain from the collector. Figure 1 shows a hypothetical mist and smoke droplet size distribution.
Inclusions – if a mist is clean, it does not contain dry particles and we only need to be concerned about coalescing, and draining the liquid. However, a dirty mist will also contain a fraction of dry particles (swarf) that must also be separated from the airstream.
OPERATION FUNDAMENTALS FOR VARIOUS TYPES OF MIST COLLECTORS
Mist droplets can be captured in several ways.
Electrostatic Precipitation
Electrostatic precipitators work by drawing the mist-laden air through an ionizer that gives each droplet either a positive or a negative charge. The charged droplets are then captured by collection cells that utilize alternating high voltage and grounded plates to push/pull the charged droplets onto the plate. The droplets coalesce on the plates and drain out of the collector. Electrostatic precipitators have a number of advantages, including no filters to replace, relatively low energy usage, and high efficiency when new and fully cleaned. However, electrostatic precipitators have fallen out of favor due to their very arduous and frequent maintenance requirements. The parts inside an electrostatic precipitator need to be kept meticulously clean in order to maintain the efficiency of charging and capturing the droplets. Even with regular maintenance, there can be additional difficulties. Any damage to the charged plates in the collection cell can result in electric arcs. Similarly, applications where there is metal dust, chips, or swarf collected with the mist droplets can result in electric arcs inside the electrostatic precipitator. Finally, electrostatic precipitators generate ozone, which is an indoor air pollutant and known irritant.
Inertial Separation
Collectors that rely primarily on inertial separation operate in the following way to separate droplets carried in an airstream. As the airstream is diverted around a surface, the droplets have momentum and continue on their path, impacting the surface and ultimately coalescing with other droplets and draining. Although there are many different types and styles of inertial separation, all have a few things in common. First, inertial separators can work without a barrier filtration mechanism – they typically do not have primary filters that would need to be changed. However, they generally do require fairly regular maintenance to clean the components of any contamination. Additionally, inertial separation works better on large drops since the capture of the droplets depends on them NOT following the airstream. Larger drops have more mass, more momentum, and an increased tendency to impact the capture surface. Inertial separators tend to have poor efficiency for droplets smaller than 1-2 microns in diameter. Finally, for powered inertial separators that spin, solid matter can collect and get stuck in the spinning parts, which will eventually lead to an out-of-balance condition that transmits vibration to the machine tool and can affect tolerances on machined parts.
Filter Media
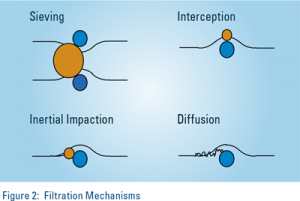 Collectors that use fibrous filter media rely on four filtration mechanisms to remove mist and smoke droplets from an airstream (see Figure 2):
Collectors that use fibrous filter media rely on four filtration mechanisms to remove mist and smoke droplets from an airstream (see Figure 2):
- Sieving is the predominant filtration mechanism collecting larger droplets, greater than 10 micron. Sieving occurs when the droplet is physically too large to pass between two or more fibers. Sieving is what stops a flying insect from going through a window screen. When the droplet contacts a fiber it adheres to the surface, coalesces with other droplets, and drains from the collector.
- Inertial impaction is the filtration mechanism collecting mostly micron-sized droplets and larger. Inertial impaction occurs as the airstream is displaced by the media fiber while the droplet continues on its original course because of its mass.
- Interception is the filtration mechanism collecting predominantly 0.1 to 1 micron size droplets. Interception occurs when a droplet follows an airstream but still comes close enough to a fiber to adhere to it.
- Diffusion is the filtration mechanism predominantly collecting very fine droplets, less than 0.1 micron in size. Because the droplets are so small, they are influenced by molecular forces within the airstream, which cause the droplets to move in the same general direction as the airstream and yet move independent of it.
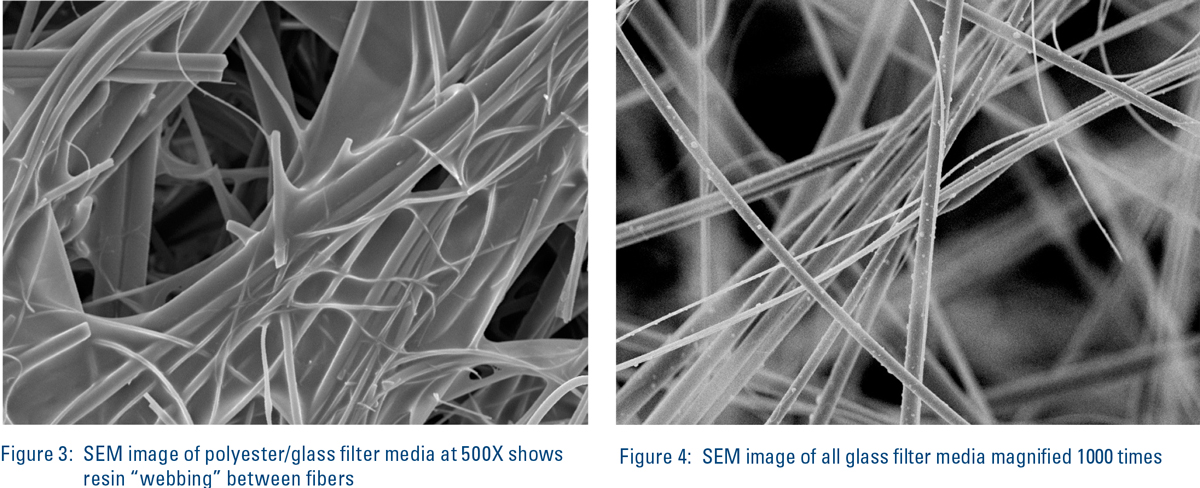
Once droplets adhere to the fibers in the filter media, they coalesce with other droplets on the fibers. When the coalesced droplet is big enough, the force of gravity will pull the droplet down along the fiber where it will drain. One of the big trade-offs in mist filtration is balancing the need for droplets to drain with the need for high efficiency. Higher filtration efficiencies can be achieved through the use of smaller fibers. But smaller fibers require resins to hold the media together, and resins prevent coalesced liquid from effectively draining (see Figure 3). Filter media made from small fibers, tend to plug up easily with captured liquid – like using a HEPA filter without any pre-separation (Figure 4). When filter media is made from large fibers, the draining characteristics are vastly improved, but the ability of the media to capture mist droplets (especially smaller ones) is severely compromised.
Some fibrous media collectors use lofted media in bag-type filters. These filters do not contain a lot of resin, so they drain effectively and have fairly good efficiency. However, their structure is not very stable. Over time, the fibers in the media will collapse together, which leads to increases in pressure drop, reduction in air flow, and a reduction in the filtration efficiency.
FILTER OPTIMIZATION
One way to help achieve the desire for both high efficiency and effective draining is through the use of layers. Many mist collectors have a pre-filter layer, which is comprised of generally large fibers, mesh, or screens that capture the biggest droplets and let them drain easily. A second or primary layer captures most of the remaining droplets with a higher efficiency media, but still maintains good draining characteristics. A final filter is typically rated HEPA (99.97% efficient on 0.3 micron particles) or DOP (95% efficient on 0.3 micron particles) filter. These filters have high efficiency and thus remove the vast majority of the droplets that get to them; however, they drain poorly and have a tendency to plug in a poorly designed collector. In a well-designed collector, the pre-filter captures the large mass of large droplets and effectively drains them. Then the primary filter captures most of the remaining droplets but experiences less loading because the pre-filter has already captured a substantial portion of the total mass. Finally, the final filter will experience very low droplet loading but will have a high efficiency. If any of these layers are working poorly, the entire collector will work poorly.
A more consistent way to achieve the high efficiency and draining needed is through the use of a media technology specifically designed to address the filtration concerns in mist collection.
Donaldson Synteq XPTM media is an engineered blend of small and large fibers with a proprietary, resin-free bonding system. The design of this media allows the primary filter to work to its greatest advantage. Synteq XP media provides superior levels of performance due to the proprietary bonding system that heat fuses the surface of binding fibers to the surrounding micro-glass fibers. This type of bond allows for a stable pore structure for optimum performance and longer life because no resin blocks the pores. Now small fibers can increase efficiency without a resin system that would compromise good draining. The large fibers can still provide the structure overall support while maintaining clear drain channels for superior performance.
MEASURING COLLECTOR EFFICIENCY
Another interesting point about mist collection that use media filters is that the pressure drop characteristics are very different from dry particle collectors. Dry particles in a static (non-cleaning) collector are captured on filters, which cause the pressure drop to increase substantially, and the efficiency to increase the longer the collector runs. Essentially, new dry particles have to pass through a cake of previously-captured dry particles. The dust that is captured serves to increase the particulate efficiency of the collector. In mist filtration, the pressure drop will rise modestly as the media becomes saturated with liquid. However, the efficiency generally suffers a small decline as the collector continues to run. The underlying reason for the decline in efficiency is the pore structure created by the fibrous media in a mist filter. As liquid is captured and coalesced, the small pores filled up, or become plugged, with liquid. The remaining larger pores are left to do all the filtering – which leads to two things:
1. An increase in air velocity through the remaining pores and an accompanying increased pressure drop, and
2. An increase in air velocity though the remaining larger pores, which are less efficient at capturing submicron droplets, so there is an apparent reduction in the filter’s efficiency.
What does this mean to the purchaser of a mist collector? If the stated efficiency of the collector is provided for a new filter, it will be higher than the realized efficiency in the actual application. The only true and representative efficiency is one measured, using a mist, over a period of time.
CONCLUSION
The selection of a mist collector technology can be a daunting task. However, by understanding the differences and trade-offs between fundamental mist and smoke collection technologies, and matching your shop’s characteristics and goals, a good solution can be found.