Client and Application
Feihe Canada Royal Milk (CRM), a division of Feihe International, is Ontario’s newest food manufacturing company, with production starting in September 2019. Canada Royal Milk manufactures formula for infants and young children using both cow dairy and goat dairy, building local supply chains to benefit the Canadian economy.
The new packaging line required a dust collection system to capture milk powder nuisance dust. The system needed to match the following design criteria:
- Contain and capture the dust; prevent it from escaping to the facility
- Comply with the Ontario Ministry of Labour and Ontario Fire Code
Industry
Food Plant
Solution
The solution was capture at source from the packaging cell as per machine manufacturer recommendation. AST installed a 1,100-1,300 CFM dust collector for capturing and filtering the milk powder from the packaging line.
The followings are the details of the solution:
- The dust collector is grounded, and the ductwork electrically bonded to the collector.
- The collector is fitted with a flameless explosion vent c/w a burst indicator.
- Fire protection is installed.
- An explosion isolation valve c/w indicator switch is installed in the dirty air ducting.
- A signal from any of the above will de-energize the fan and create an alarm.
- Transport velocities exceed 1068 m/min.
- The packaging line is interlocked to the operation of the dust collector fan.
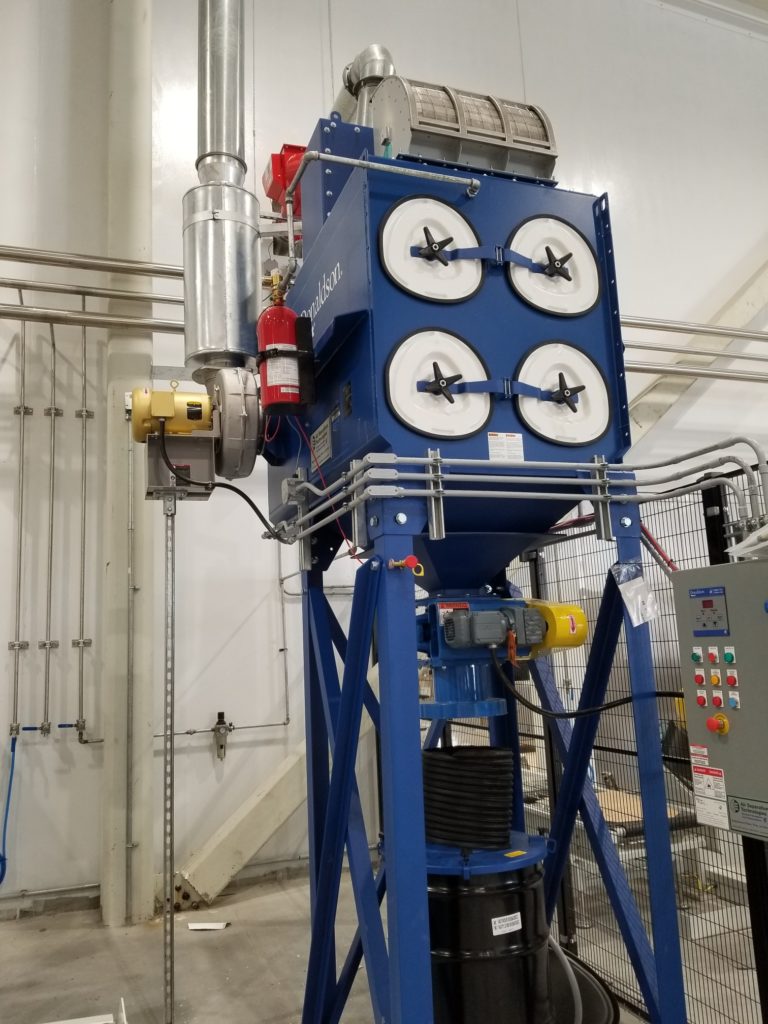
Equipment
The following equipment was installed in this project:
- One (1) DFE 2-4 Downflo Evolution cartridge filter dust collector
- One (1) PB-15A pressure blower side-mounted 10HP TEFC fan with a silencer
- One (1) 6”CI Rotary Airlock
- One (1) AST-CP-10HP-575V control panel
- One (1) Q-Box Flameless Explosion Vent
- One (1) VigiFlap 8”D
- One (1) Fire Trace Fire Protection System
- One (1) Mechanical and Electrical Installation
Feihe Canada Royal Milk Project Images